Reibwertermittlung
Untersuchungen zum statischen/dynamischen Reibwertverhalten mit standardisierten Modellprüfverfahren an Laborproben
Mit den an der Forschungsstelle verfügbaren Prüfverfahren zur Reibwertermittlung können verschiedene metallisch blanke oder beschichtete technische Oberflächen hinsichtlich Ihres Übertragungsverhaltens charakterisiert werden. Weiterhin können reibwerterhöhende Applikationen oder Zwischenelemente sowie verschiedenste Zwischenmedien (Schmiermittel, Montagepasten, … auch Klebstoffe) bewertet werden. Außerdem kann ebenfalls das Verhalten unter dynamischen Lasten untersucht werden.
Es gibt zwei Prüfstände an denen Haft- bzw. Gleitreibwerte (auch Reibbeiwert oder Reibungszahl) ermittelt werden können. Die Laborprüfstände unterscheiden sich hinsichtlich ihrer Beanspruchungsrichtung (Querkraft und Torsion) in der zu untersuchenden Reibwertfuge. Die Untersuchungen basieren dabei grundsätzlich auf der Annahme des coloumb’schen Reibgetzes (FR=µ·FN).
Reibwertprobekörper

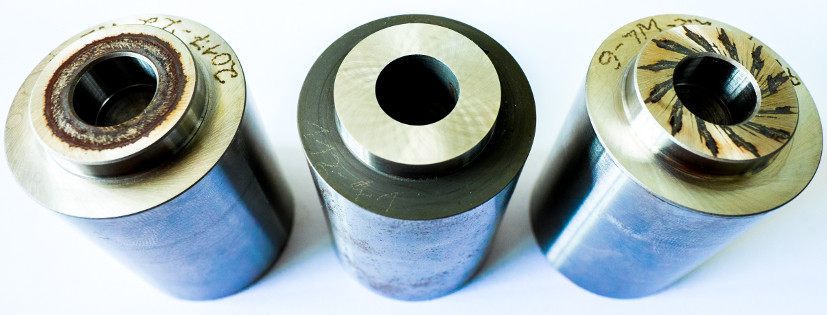
Die Geometrien der Probekörper sind hinsichtlich einer gleichmäßigen Verteilung der Flächenpressung in der Kontaktfläche optimiert. Der planare ringförmige Kontakt führt beim standardisierten Reibwertprüfstand mit Torsionsbelastung mit dem Innen- (Di = 15 mm) und dem Außendurchmesser (Da = 30 mm) zu der nominellen Kontaktfläche AnomT ≈ 530 mm².

Beim Reibwertprüfstand mit Querkraftbelastung wird der Kontakt durch die äußeren Probekörper (DPKAi = 24 mm) und Außendurchmesser (DPKAa = 35 mm) definiert und hat eine nominelle Kontaktflächen von AnomQ ≈ 509mm². Die mittleren Probekörper sind so gestaltet ist, dass während des gesamten Versuchs ein vollständiger Kontakt gewährleistet ist. Um höherer Flächenpressungen zu erzielen, können die Durchmessern am äußeren Probekörper weiter reduziert werden.

Reibwertermittlung an Realbauteilen
Um die Modelluntersuchungen ggf. mit torsionsbelasteten Realbauteilversuchen zu validieren können außerdem Versuche auf dem universellen Drehzylinderprüfstand durchgeführt werden. Hierbei wurden Ergebnisse bereits an Querpressverbindungen, Flansch- und Stirnpressverbindungen erfolgreich validiert.

Ergebnisse der Reibwertermittlung
Unter der Voraussetzung der Gültigkeit des coloumb‘schen Reibgesetztes charakterisiert der Haftreibwert den Übergangspunkt von Haften ins Gleiten. Dies ist demnach der maximale Grenzwert bei dem noch keine (nennenswerte) Relativverschiebung der beiden Kontaktflächen zueinander auftritt. Der Übergang und das Verhalten im Gleitbereich wird allgemein als Reibwertcharakteristik bezeichnet und abhängig vom tribologischen System in drei Typen unterschieden werden (A, B und C). Da der Übergangspunkt kann für den Haftreibwert häufig nicht eindeutig identifiziert werden. Deshalb wird in der Ergebnisdarstellung der Reibwert oder die Reibungszahl in Abhängigkeit einer irreversiblen Relativverschiebung (in µm) zwischen den Kontaktflächen angegeben und im Index des Reibbeiwertes gekennzeichnet.

Prüfstände
Ansprechpartner

| Jonathan Schanner, M.Sc. | |
| E-Mail: | jonathan.schanner@… |
| Telefon: | +49 371 531 36828 |
| Raum: | C21.306 (alt: 2/A306) |
| 6 Veröffentlichungen | |




